ホットメルトボンディングソリューションプロバイダー
+86-573-85032008


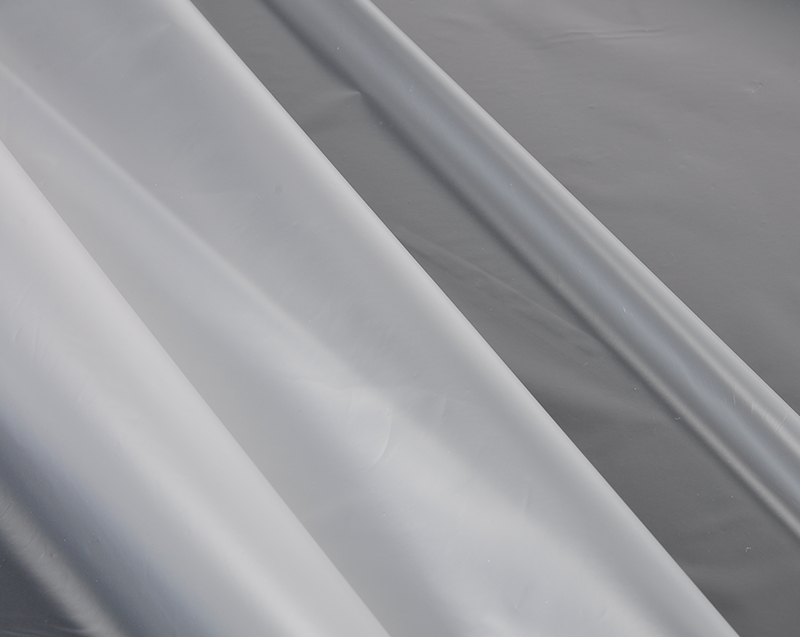
HDPE フィルム (高密度ポリエチレン フィルムの略称) は、密度が通常 0.941 ~ 0.965 g/cm3 の範囲の熱可塑性ポリマーである高密度ポリエチレン樹脂から製造された、薄くて柔軟なプラスチック シートです。分岐を最小限に抑えた高度に直鎖状のポリマー鎖構造によって達成されるこの高い密度は、HDPE プラスチック フィルムを、LDPE (低密度ポリエチレン) や LLDPE (直鎖状低密度ポリエチレン) などの低密度のフィルムと根本的に区別するものです。
HDPE では分子鎖が密に詰まっているため、結果として得られるフィルムの結晶化度は、LDPE の 40% ~ 55% と比較して、通常 60% ~ 80% と非常に高くなります。この構造の違いは、より硬く、剛性が高く、耐薬品性が高く、透過性が低いフィルムに直接変換されます。ただし、HDPE フィルムは一般に、LDPE フィルムよりも透明度が低く、柔軟性も低いため、ポリエチレン フィルムのグレードの選択は、アプリケーションの特定の要件に基づいて常にトレードオフになります。
これらの違いを現実世界でよく例に挙げると、スーパーマーケットで使用される薄くてシワシワで不透明なショッピングバッグは、通常、 HDPEフィルム 、パレットの包装に使用されるストレッチラップはLLDPEであり、柔らかいパンの袋は通常LDPEです。それぞれは、その分子構造に特有の機械的および光学的特性を活用しています。
高密度ポリエチレンフィルムの特性プロファイルを理解することは、要求の厳しい用途向けに材料を選択するエンジニア、パッケージングデザイナー、調達専門家にとって不可欠です。次の表は、主要なパフォーマンス特性をまとめたものです。
| プロパティ | 代表値/範囲 |
| 密度 | 0.941 ~ 0.965 g/cm3 |
| 引張強さ(MD) | 20~35MPa |
| 破断伸び | 100~600% |
| 水蒸気透過率 (WVTR) | 0.3 ~ 1.0 g·mil/100 平方インチ·日 |
| 酸素透過性 | 低い (LDPE よりも優れている) |
| 動作温度範囲 | -50℃~120℃ |
| 耐薬品性 | 優れた(酸、アルカリ、溶剤) |
| 耐紫外線性(未処理) | 不良 — 安定剤添加剤が必要 |
| リサイクル性 | はい - 樹脂識別コード #2 |
| ヘイズ/クラリティ | ヘイズが高い - 通常は不透明から半透明 |
HDPE フィルムの最も価値のある特性の 1 つは、その例外的に低い水蒸気透過率であり、同等の厚さのLDPE フィルムよりも大幅に優れています。この防湿性能は、食品包装、建設用防湿層、農業用マルチフィルムにおいて非常に重要です。濃酸、塩基、アルコール、多くの有機溶剤を含む広範囲の化学物質に対する耐性もあり、工業用封じ込めやライニング用途のデフォルトの選択肢となっています。
未修飾の HDPE フィルムの重大な制限の 1 つは、紫外線劣化を受けやすいことです。 UV 安定剤添加剤を使用しないと、長期間屋外にさらされるとポリマー主鎖の鎖切断が起こり、数か月以内に脆化、チョーキング、引張特性の損失が発生します。ジオメンブレン、農業用フィルム、建設現場のカバーを含むすべての屋外グレードの HDPE フィルムには、許容可能な耐用年数を達成するために、カーボン ブラック (通常 2% ~ 2.5% 重量) または UV 吸収ヒンダードアミン光安定剤 (HALS) パッケージが含まれている必要があります。
HDPE プラスチック フィルムは、主に 2 つの押出ベースのプロセス、つまりインフレーションフィルム押出とキャストフィルム押出によって製造されます。各方法で異なる特性を持つフィルムが生成され、プロセスの選択は最終用途の要件に大きく依存します。
インフレーションフィルムプロセスでは、HDPE 樹脂ペレットをスクリュー押出機で溶融し、環状ダイを通過させて溶融プラスチックの連続チューブを形成します。次に、圧縮空気がチューブの中心に注入され、チューブが膨張して気泡になります。通常はダイの直径の 2 ~ 4 倍です。同時に、気泡はエアリングによって冷却され、タワー上部のニップロールによって上方に引き上げられ、平らな二層フィルムに潰され、ロールに巻き取られます。
HDPE の狭い加工範囲と高い溶融強度により、正確な温度プロファイリング、ブローアップ比管理、フロストライン高さの安定性が求められるため、HDPE インフレーションフィルムの押出には注意深いプロセス制御が必要です。気泡の膨張中に付与される二軸配向により、縦方向 (MD) と横方向 (TD) の両方でバランスの取れた機械的特性が向上し、HDPE インフレーションフィルムが同等の厚さのキャストフィルムよりも強く、耐突き刺し性が高くなります。市販の HDPE フィルム (ショッピング バッグ、商品バッグ、農産物ロール バッグ、工業用ライナーなど) の大部分は、インフレーション フィルム押出によって製造されています。
キャストフィルム押出では、溶融した HDPE がフラット スロット ダイを通して高速回転する冷却されたクロム ロール上に押し出され、そこでほぼ瞬時に急冷されます。急速な冷却速度により結晶化度の発達が抑制され、インフレーションフィルムと比較して、より透明度が高く、より光沢のある表面、より厳しい厚さ公差を備えたフィルムが生成されます。キャスト HDPE フィルムを使用すると、生産速度が向上し、他のポリマーとの共押出が容易になり、多層バリア フィルムを形成できます。
トレードオフとして、キャスト HDPE フィルムは主に機械方向に配向しているため、横方向に弱く、MD に沿って破れやすくなります。医療用パッケージやラミネート基板など、光学的透明性や寸法精度が重要な用途では、生産量 1 キログラムあたりのコストが高いにもかかわらず、キャスト HDPE フィルムが好まれることがよくあります。
すべての HDPE フィルムが同じというわけではありません。樹脂の選択と添加剤の配合が最終フィルムの性能に大きく影響します。主な変数には、メルト フロー インデックス (MFI)、分子量分布、配合中に組み込まれる特定の添加剤パッケージが含まれます。
高密度ポリエチレン フィルムは、防湿性能、耐薬品性、機械的靭性、低コストの組み合わせにより、世界で最も生産量の多いプラスチック フィルムの 1 つとなっています。そのアプリケーションは、事実上あらゆる主要産業に及びます。
HDPE 包装フィルムは、世界中の小売用キャリーバッグおよび商品バッグ分野で主要な素材です。 T シャツ バッグ、フラット バッグ、農産物ロール バッグ、新聞スリーブは、ほとんどの場合、厚さ 8 ~ 25 ミクロンの HDPE インフレーション フィルムから作られています。これらのゲージでは、HDPE フィルムは、競合する素材よりも低い坪量で十分な強度と引き裂き抵抗を実現します。つまり、樹脂 1 キログラムあたりの袋数が多くなり、単位あたりのコストが直接削減されます。 HDPE は、多層共押出包装構造のコンポーネント層としても使用され、EVOH 酸素バリア フィルムと並んで防湿層またはヒートシール層として機能します。
農業用 HDPE フィルムの用途には、マルチフィルム、サイレージバッグ、温室カバー、干し草ベールラップなどがあります。黒色の HDPE マルチフィルム (通常は厚さ 25 ~ 50 ミクロン) を作物床に敷いて、雑草の成長を抑制し、土壌水分を保持し、土壌温度を上昇させ、肥料の浸出を減らします。 1 ~ 3 生育期の耐用年数を目標とした UV 安定化製剤が標準です。サイレージの保管には、厚手の白黒共押出 HDPE フィルム (200 ~ 250 ミクロン) が、黒い外層の耐紫外線性と白い内層の熱反射を兼ね備え、サイレージの山の発酵品質を維持します。
建設において、HDPE プラスチック フィルムは、防湿膜 (DPM)、蒸気制御層、コンクリート養生シート、および一時的な保護カバーとして機能します。サブスラブ DPM アプリケーションでは通常、BS 8102 や ASTM E1745 などの規格に準拠した 300 ミクロン (1200 ゲージ) HDPE フィルムが使用されます。このフィルムは地面の湿気に対して不浸透性であるため、上昇する湿気が床や壁に浸透するのを防ぎ、構造要素や内装仕上げを保護します。フィルムはコンクリート打設中にピンホール破損を生じることなく歩行者や鉄筋との接触に耐えなければならないため、この用途では耐穿刺性が重要な仕様となります。
厚手の HDPE ジオメンブレン フィルム (0.5 mm ~ 3.0 mm) は、埋立地セル、採掘ヒープリーチパッド、廃水処理池、および二次格納容器バームに最適なライニング材料です。広範囲の浸出化学物質に対する耐性、溶接性、低浸透性により、ほとんどの用途において圧縮粘土ライナーよりも技術的および経済的に優れています。工業用 HDPE フィルムは、輸送中や屋外保管中に金属コイル、機械部品、建設資材を結束して保護するためにも使用されます。
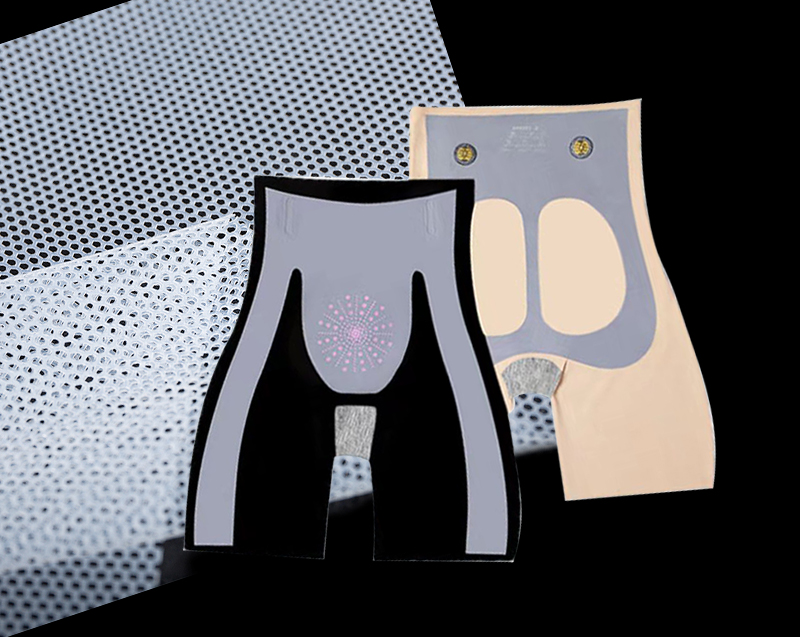
HDPE フィルムは、紙おむつ、大人用失禁用品、女性用衛生用品のバックシート素材として使用されており、その防湿特性により、衣類の外側表面への液体の染み込みを防ぎます。医療グレードの HDPE フィルムは、滅菌包装パウチ、オートクレーブバッグ、病院廃棄物の収容にも使用されています。これらの用途では、食品との接触および生体適合性について FDA および ISO 10993 規格に準拠することが必須であり、厳密に管理された添加剤パッケージと樹脂純度レベルが必要です。
HDPE、LDPE、LLDPE フィルムのグレードを選択するには、各材料がもたらすトレードオフを明確に理解する必要があります。以下の表は、決定に関連する主要なプロパティを並べて比較したものです。
| プロパティ | HDPEフィルム | LDPEフィルム | LLDPEフィルム |
| 剛性 | 高 | 低い | 中 |
| 引張強さ | 高 | 中 | 中–High |
| 耐突き刺し性 | 良い | 中等度 | 素晴らしい |
| 防湿層 | 素晴らしい | 良い | 良い |
| 光学的な透明度 | 悪い(かすんでいる) | 良い | 中等度 |
| 柔軟性・柔らかさ | 低い | 高 | 高 |
| 耐薬品性 | 素晴らしい | 良い | 良い |
| コスト (相対) | 低い | 中 | 中 |
| 代表的な用途 | バッグ、バリア、ライナー、マルチ | パン袋、シュリンクフィルム、スクイズボトル | ストレッチラップ、厚手バッグ、ポーチ |
主な要件が剛性、防湿性能、耐薬品性、コスト効率であり、光学的透明性が重要ではない場合、HDPE フィルムが最適な選択肢です。剛性やバリア性よりも柔軟性、柔らかさ、透明性が重要な場合は、通常、LDPE または LLDPE グレードが優れています。最新のパッケージ構造の多くは、HDPE をLDPE または LLDPE 層と共押出して、各材料の有益な特性を単一の最適化されたフィルム構造にブレンドすることで、このトレードオフを解決しています。
HDPE フィルムの本来の非極性表面は、印刷や接着剤のラミネートに課題をもたらします。未処理の HDPE フィルムの表面エネルギーは約 30 ~ 32 mN/m ですが、これはインクや接着剤を適切に濡らすには低すぎます。ほとんどのインクやコーティングでは、信頼性の高い接着のために 38 ~ 42 mN/m の最小基材表面エネルギーが必要です。したがって、表面処理はすべての印刷およびラミネート加工ラインにおいて不可欠なステップです。
コロナ放電処理は、HDPE フィルムの業界標準の表面活性化方法です。高電圧電極と接地されたロールの間にフィルムを通過させると、フィルム表面を酸化するプラズマ放電が発生し、極性官能基 (ヒドロキシル、カルボニル、カルボキシル) が導入され、表面エネルギーが 42 ~ 50 mN/m に上昇します。コロナ処理は、活性化された表面エネルギーが時間の経過とともに減衰するため、印刷またはラミネートの直前に実行する必要があります。通常、保管条件や表面への添加剤の移行に応じて、数日から数週間以内にベースラインに戻ります。
印刷された HDPE フィルム (ショッピング バッグ、パンの袋、ブランド入りの農業用フィルム) の大部分は、水性または UV 硬化型インクを使用したフレキソ印刷を使用して製造されています。グラビア印刷は、数百万の直線メートルにわたって微細なディテールの再現と一貫した色濃度が必要とされる、高品質で大量の用途に使用されます。溶剤ベースのインクは、VOC 規制により減少していますが、依然として困難な基材に対して優れた接着力を発揮し、規制要件が許す限り工業用フィルム印刷で使用されています。
HDPE フィルムには樹脂識別コード #2 が付いており、世界中で最も広くリサイクルされているプラスチック フィルムの 1 つであることがわかります。リサイクルが困難または不可能な多層複合フィルムとは異なり、単一素材の HDPE フィルムは収集、分別し、リサイクル HDPE (rHDPE) ペレットに再加工して、ゴミ袋、農業用フィルム、建築用膜、パイプ押出成形などの食品と接触しない用途に使用できます。
多くの大手小売業者やスーパーマーケットは、HDPE フィルムのバッグや包装に特化した店内引き取りプログラムを実施しており、硬質 HDPE ボトルのリサイクルとは別に専用のフィルム リサイクル ストリームを供給しています。 HDPE フィルムのリサイクルにおける課題は汚染です。食品残留物、ラベル、混合材料ラミネートにより、rHDPE の品質と市場価値が低下します。近赤外線(NIR)選別技術の進歩により、近年、材料回収施設(MRF)におけるフィルムストリームの純度が大幅に向上し、新しいHDPEフィルム製造における使用後リサイクル(PCR)含有率の向上をサポートしています。
ライフサイクルの観点から見ると、HDPE フィルムの包装機能単位あたりの坪量が低いことは、真の持続可能性の利点です。重さ 6 ~ 8 グラムの一般的な HDPE T シャツ バッグは、2 ~ 4 倍重い代替品と同等の収容力を実現します。これは、1 回の使用あたりのポリマーの総質量とそれに伴う二酸化炭素排出量が大幅に少ないことを意味します。 HDPE フィルムは、大量の使用後リサイクル内容と使用済み回収インフラストラクチャと組み合わせることで、真の循環型包装材料となります。




 浙公网安备 33048202000557号
浙公网安备 33048202000557号