ホットメルトボンディングソリューションプロバイダー
+86-573-85032008


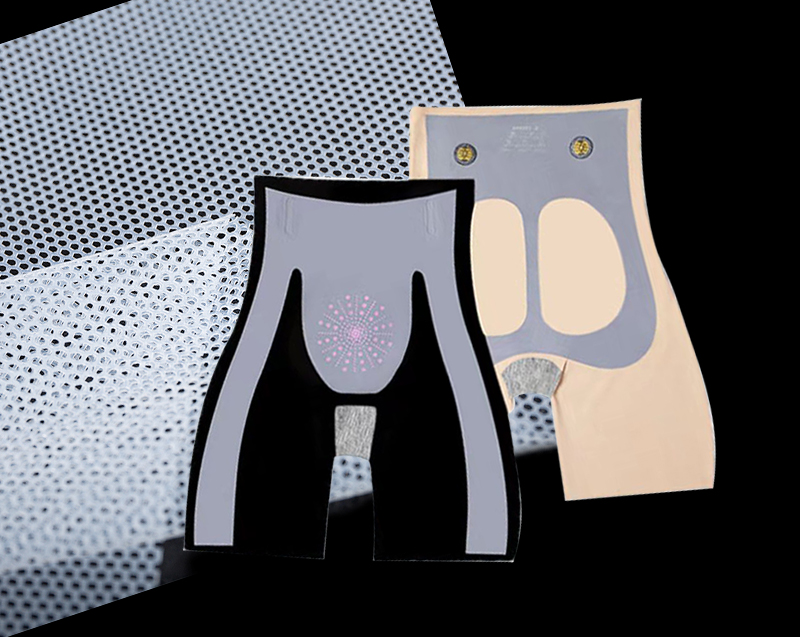
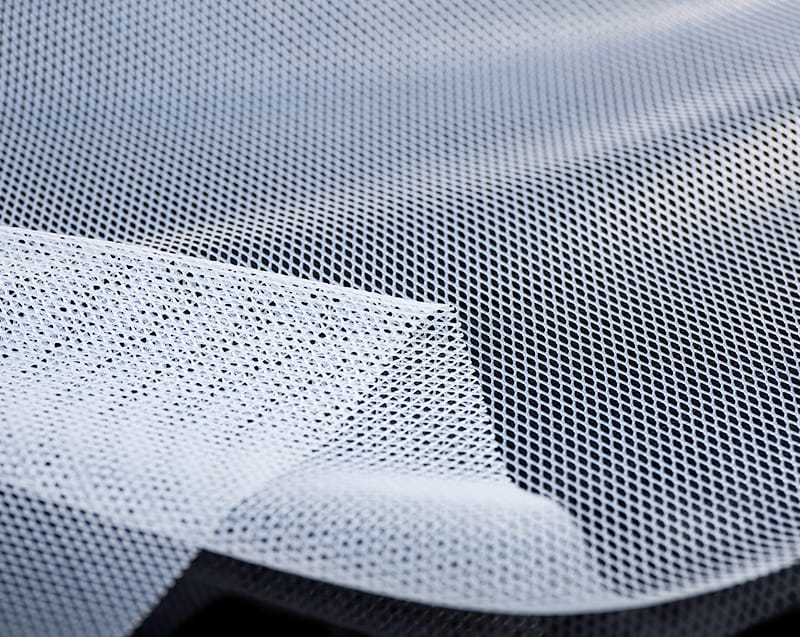
紙付きホットメルト接着剤ネット(紙裏張り熱可塑性接着メッシュ、剥離紙接着ウェブ、またはシリコーンライナー上のホットメルトボンディングネットとも呼ばれます)は、シリコーンコーティングされた剥離紙の裏地にラミネートされた開織り熱可塑性接着構造です。接着メッシュ自体は、熱可塑性樹脂をオープングリッドまたはスパンボンドネットパターンに押し出すことによって製造され、その後、温かいうちに配置され、剥離紙に軽く接着されます。ペーパーキャリアは、保管、輸送、切断、型抜き、および手動位置決め作業を通じて、ネットを平らで寸法的に安定したシート状に保持します。
剥離紙には単なる包装を超えた役割があります。これがなければ、自立型粘着ネットは、特に目付が 20 gsm 未満の場合、もろく、破れやすく、歪みなく扱うのが難しく、手動または自動ナイフ切断システムで正確な形状に正確に切断することはほぼ不可能です。紙上のシリコンコーティングは表面エネルギーが十分に低いため、熱可塑性接着剤ネットは製造中や保管中に一時的に紙に接着しますが、接着直前に紙を剥がすときれいに剥がれます。接着プロセス中に接着剤がターゲット基材に完全に転写され、紙ライナーはきれいで接着剤のない状態になります。
この製品は、紙を裏打ちした可融性ウェブ、剥離ライナーを備えた接着メッシュ、または紙を備えたアイロン接着ネットと呼ばれることもあります。特に消費者向けの工芸品や家庭用縫製市場では、裏紙が保管中の接着剤の保護と、切断前にアップリケの形状をトレースするための描画面として機能するという二重の機能を果たします。産業用テキスタイルおよびテクニカル ラミネート用途において、ペーパー キャリアを使用すると、生産品質基準が要求する精度と再現性を備えた、複雑な形状 (襟部分、ポケットの輪郭、ウエストバンド ストリップ、パッチ テンプレート) の精密な型抜きが可能になります。
両者の実際的な違いを理解する 紙付きホットメルト接着剤ネット ペーパーレス化は、正しい仕様を選択するために不可欠です。どちらのフォーマットも同じ熱可塑性接着剤の化学反応を使用し、正しく活性化された場合には同等の接着品質を生成します。その違いは完全に、取り扱い特性、加工ワークフロー、切断能力、および各フォーマットが最適な生産環境にあります。
裏紙が紙であるため、ロータリーダイカット、フラットベッドプロッター切断、レーザー切断、または単純なハサミを使用して、メッシュを歪ませたり、裂けたり、寸法登録を失ったりすることなく、粘着ネットを正確な形状に切断できます。 10 ~ 15 gsm のペーパーレス粘着ネットは、キャリアなしでは同じ切断作業に耐えられないほど脆く、伸びやすいためです。このため、正確な形状の接着片を必要とするあらゆる用途、つまり襟芯地、パッチのアップリケ、ロゴの接着、不規則な幅の裾テープ、および接着剤が均一な長方形の領域を覆うのではなく衣服や部品の輪郭に正確に適合する必要があるあらゆる用途に、紙製の裏紙フォーマットが不可欠になります。
紙付きホットメルト粘着ネットは片面剥離タイプと両面剥離タイプの2種類をご用意しています。片面剥離バージョンでは、接着ネットの片面のみが剥離紙で裏打ちされており、反対側の面は一部の配合物では露出して室温で粘着性になりますが、単に裏打ちされておらず、熱と接触すると自由に接着します。片面バージョンが最も一般的で、直接貼り付けるために使用されます。紙を剥がし、ネット接着剤の面を下にして最初の基材に配置し、押して接着します。両面剥離バージョンでは、2 番目の剥離紙またはインターリーブが露出した粘着面を覆い、輸送中および保管中に粘着面を保護し、2 番目の紙を付けたまま製品を 1 つの基材に事前に配置することができ、2 番目の基材を貼り付けて接着する前に 2 番目の紙を取り除きます。両面剥離製品は、接着剤を 1 つの部品に貼り付けてから 2 番目の部品に接合する必要がある、精密部品の事前組み立てワークフローに適しています。
ロール状の紙で裏打ちされた粘着ネットは、オペレーターが一定の長さの製品を巻き戻し、テンプレートまたは切断装置を使用してサイズまたは形状に切断し、手動またはヒートプレスを使用して個々の衣類コンポーネントに貼り付ける半自動バッチ生産に最適です。これは、小規模から中規模の衣料品製造およびサンプル開発の標準フォーマットです。対照的に、ペーパーレス粘着ネットは、完全に自動化されたカレンダーまたはラミネートライン操作での連続ロールツーロールラミネート用に最適化されており、紙ライナーには専用の巻き取りシステムが必要となり、ライナーの廃棄管理が必要になります。バッチボンディングと連続ボンディングの両方を実行する施設では、ロールラミネート用のペーパーレス製品と並行して、成形切断や精密作業用の紙製の製品の在庫を維持することが一般的で実用的なアプローチです。
接着ネットに使用される熱可塑性樹脂は、その活性化温度、接着耐久性、接着後の柔軟性、洗浄およびドライクリーニング耐性、および接合される基材との適合性を決定します。紙裏地付き接着ネットは、すべての主要なホットメルト樹脂ファミリーで入手可能であり、化学的性質の選択は、価格だけではなく、接着アセンブリの最終用途の性能要件によって決定される必要があります。
| 化学 | アクティベーション温度 | 結合の柔軟性 | 洗濯耐久性 | ドライクリーニング可能 | 最適な用途 |
|---|---|---|---|---|---|
| ポリアミド(PA) | 120~160℃ | 中等度 | 60サイクル | はい | 構造衣料、芯地、作業服 |
| ポリウレタン(TPU) | 100~140℃ | 高弾性 | 40~60サイクル | グレードを確認する | ストレッチ素材、スポーツウェア、シューズアッパー |
| ポリエステル(PES) | 130~170℃ | 低~中程度 | 30~50サイクル | はい | 工業用テキスタイル、自動車用トリム、濾過材 |
| EVA | 80~120℃ | 高 | 15~25サイクル | いいえ | クラフトアップリケ、フォームボンディング、低コストの使い捨て製品 |
ポリアミドは、専門的な衣料品の製造や芯地の用途において、紙を裏打ちした接着ネットに最も広く使用されている化学物質です。高い洗濯サイクル耐久性、ドライクリーニング溶剤との適合性、ポリエステル、ナイロン、綿、ウールの繊維への信頼性の高い接着により、接着接合部が剥離や剛性の変化なしに衣服の耐用年数全体に耐える必要がある構造化衣服用途のデフォルトの仕様となっています。紙上の PA ネットは、薄手の生地の接着用の 8 gsm から、重い構造用途の 50 gsm までの幅広い目付で入手可能で、一般的な衣類および繊維の接着に最も汎用性の高い製品ファミリーとなっています。
伸縮性のある高機能素材がアクティブなライフスタイルやスポーツウェア市場で主流になるにつれて、紙上の TPU ネットの採用が大幅に増加しました。これらの用途に TPU を不可欠にする重要な特性は、活性化後も接着が弾性を維持することです。つまり、硬い接着ゾーンを作成するのではなく、生地に合わせて伸びます。ストレッチパネルにシームボンディングするために成形された TPU ネット片を切断する場合、裏紙が重要です。これがないとネット自体が切断張力で変形し、切断片を応力のない寸法まで緩めると不正確な形状が生じるためです。

平方メートル当たりのグラム数 (gsm) で表される面重量は、接着ラインにどの程度の接着剤が堆積されるかを決定する主な仕様変数であり、これによって接着強度、通気性、追加の剛性、および接着アセンブリの平方メートル当たりのコストが決まります。紙裏地付き粘着ネットは幅広い重量範囲で入手可能であり、特定の基材や最終用途の要件に合わせて適切な重量を選択することは、製品仕様における最も重要な決定事項の 1 つです。
アパレル用途の軽量織物および編物(80 ~ 200 gsm 範囲の生地)の場合、8 ~ 20 gsm の接着剤正味重量により、アセンブリの手触り、ドレープ、または通気性を目に見えて変えることなく、十分な接着強度が得られます。軽量生地の正味重量が 20 gsm を超えると、接着アセンブリの感触がより硬くなり、圧力がかかると目に見える表面に接着剤の染み込みが見られる可能性があり、接着剤の無駄が発生し、コストが高くなります。 200 ~ 600 gsm の範囲のより重い工業用生地、不織布、および複合材料の場合、これらの用途で要求されるより高い剥離強度値を達成するには、通常、25 ~ 60 gsm の接着剤正味重量が必要です。
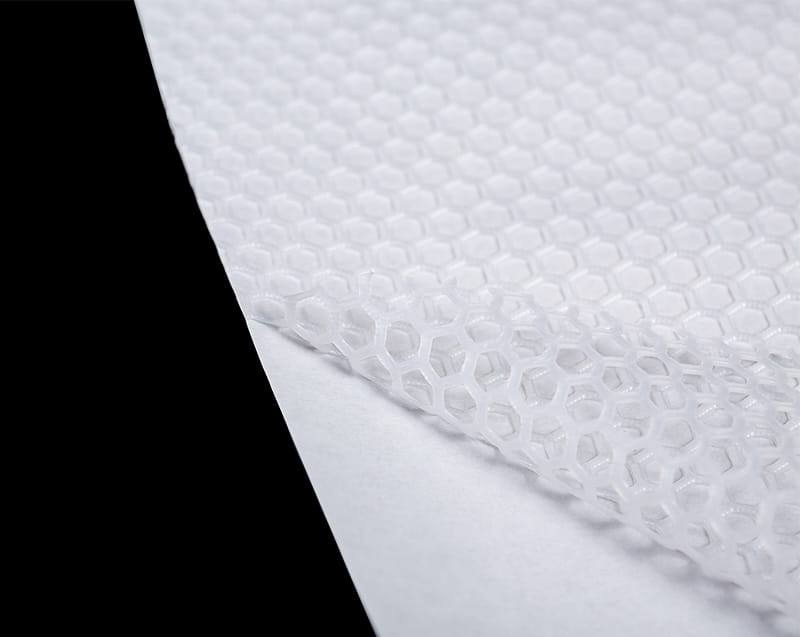
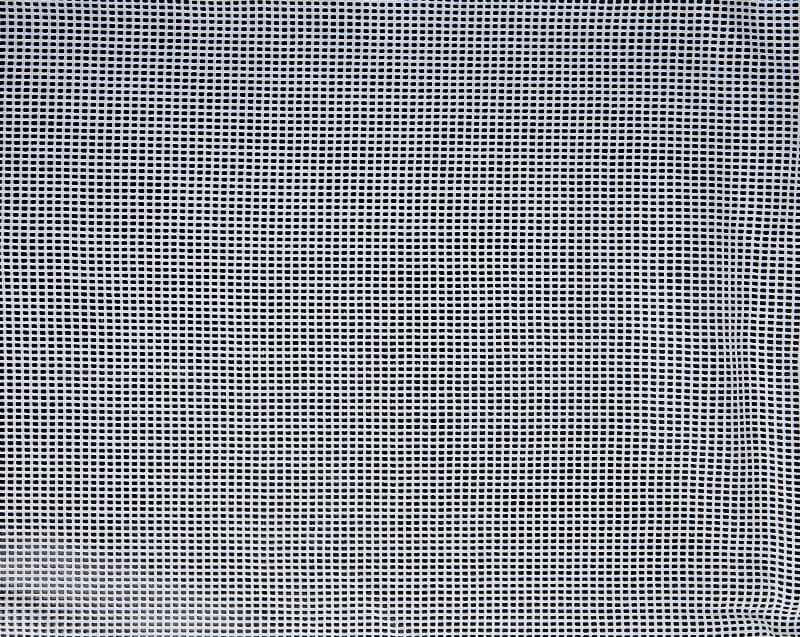
メッシュの開口率 (接着剤フィラメント間で開いている総表面積の割合) によって、基材の通気性と空気透過性が接着アセンブリ内でどの程度保持されるかが決まります。 70% の開口面積を持つネットは、接着剤で覆われていない界面の 70% を残し、メッシュ開口部を介して 2 つの接着層間の繊維間の直接接触を可能にします。開いた領域で絡み合うこの繊維は、フィラメント接触点での接着結合に加えて機械的結合強度にも寄与し、織物構造を通る空気および水蒸気の透過経路を維持します。標準的な紙を裏打ちした粘着ネットの開口面積率は 40 ~ 75% で、一般に軽量ネットの開口面積は大きく、重いネットのフィラメント間隔はより密で、それに応じて開口面積率は低くなります。
紙裏地付き粘着ネットロールの幅は、裾や縫い目の接着に使用される 15 mm の幅の狭いテープ ロールから、フルファブリック ラミネート用の標準的な生地幅 90 cm、112 cm、150 cm に至るまで、工業用途向けの特殊な幅まであります。ロールの長さは、5 ~ 50 メートルの工芸品市場向けの短いロールから、100 ~ 500 メートルの縫製産業の生産ロール、そして大量生産向けの 1,000 ~ 3,000 メートルの産業用ジャンボ ロールまで多岐にわたります。 15 ~ 50 mm の範囲の狭いテープ幅は、衣類製造における裾の接着、カラーロールの綴じ、袖口の仕上げに特に実用的です。この場合、紙の裏地により、貼り付け中にメッシュが伸びたり縫い目から外れたりすることなく、狭いテープを処理して位置決めすることができます。
紙付き粘着ネットで一貫した耐久性のある接着を実現するには、紙付きフォーマット特有の 2 段階の性質を考慮した、定義された一連の手順に従う必要があります。粘着ネットの位置を乱すことなく、プロセスの適切な時点で紙をきれいに除去する必要があり、接着パラメータは特定の接着剤の化学的性質と基材の組み合わせに一致させる必要があります。どのステップでもショートカットやプロセスの逸脱が発生すると、予測可能な故障モードが発生しますが、これらは正しい技術で簡単に回避できます。
紙製の裏紙フォーマットは、精密な切断のための寸法安定性、手作業での取り扱いの容易さ、剥離ライナーのきれいな取り外しの組み合わせにより、衣料品製造、工業用テキスタイル、家庭用家具、工芸品などの特定の用途での主要な選択肢となっています。これらのアプリケーション分野はそれぞれ、ペーパーレスの代替手段では非現実的または不可能な方法で、フォーマットの特定の特性を活用しています。
織物衣類の襟の芯地、袖口の芯地、ラペルの補強、および前立ての補強には、不織布の芯地を外側の生地に接着するために、紙で裏打ちされた PA 粘着ネット (通常 15 ~ 30 gsm) が使用されます。芯地部分は衣服のパネルに適合する正確な形状に切断され、裏紙によりこの精密な切断とその後の接着前の布地部分への正確な位置決めが可能になります。芯地の接着における位置誤差は、完成した衣類の中で、位置がずれた硬化ゾーンや芯地端のしわとして目に見えます。裏紙によって可能になる正確な位置決めは、完成品の見た目の品質に直接影響します。
15 ~ 25 mm の狭い幅の紙を裏打ちした粘着ネット テープは、ズボン、スカート、カーテン、カーテンの裾の接着に広く使用されており、手縫いを排除しながら、十分な洗濯耐久性を備えたきれいで目に見えない仕上げを実現します。紙の裏地が付いたテープ形式は、オペレーターがテープを広げ、裾の周囲の長さに合わせて切断し、予測可能な幅と一貫した接着剤の適用範囲で単一のストリップに貼り付けることができるため、裾の接着に実用的です。同様の幅のペーパーレスネットテープは、特に軽量の布地の場合、長く湾曲した裾のラインに沿って貼り付ける際に伸びや歪みを防ぐために、非常に慎重な取り扱いが必要になります。
織ラベル、刺繍ワッペン、ロゴアップリケ、装飾布地の形状を衣服やアクセサリーに取り付けることは、工芸品や衣服の装飾市場において、裏紙付き粘着ネットの最も一般的な用途の 1 つです。紙の裏地を使用すると、接着剤をパッチやアップリケの形状の正確な輪郭に合わせてカットしたり、端での接着剤の透けを避けるために少し小さめにカットしたりすることができ、接着する前に正確に位置決めすることができます。衣服の装飾では、液体接着剤や可融性テープではなく、紙を裏打ちした接着ネットを使用すると、より強力で均一、より美しくきれいな接着が得られ、アップリケの端で周囲の生地を傷つける接着剤のにじみが発生しません。
フィルターメディアのラミネート、自動車トリムコンポーネントの接着、および医療用不織布のアセンブリでは、紙で裏打ちされたPESおよびPA接着ネットが使用されており、紙キャリアにより、構造化コンポーネントに正確に接着する必要がある複雑なガスケットのような形状の型抜きが可能になります。たとえば、フィルター媒体の製造では、紙で裏打ちされた接着ネットを環状リングの形状に打ち抜いてプリーツフィルターエレメントをエンドキャップに接着します。紙は正確な打ち抜きに必要な寸法安定性を提供し、ネットの開放構造によりフィルターの性能を損なうことなく接着接合部を通過する空気の流れが可能になります。
製品仕様が正しい場合でも、プロセスパラメータが変動したり、設計範囲外の基板の組み合わせで接着ネットが使用されたりすると、接着不良やプロセスの問題が発生します。症状を認識して正しい根本原因を追跡することは、パラメーターを試行錯誤して調整するよりも迅速かつ信頼性が高く、メカニズムが理解されれば、ほとんどの一般的な問題は簡単に解決できます。
紙を裏打ちしたホットメルト接着剤ネットには、接着剤の化学的性質、保管条件、紙の品質に応じて定められた保存期間があります。製品を正しく保管する方法と、在庫内のロールが仕様の範囲内にあることを確認する方法を理解することで、一貫性のない接着や接着不良を引き起こす劣化した材料の使用によって引き起こされる無駄や生産の中断を防ぐことができます。
紙で裏打ちされた粘着ネット ロールは、元の密閉パッケージに入れ、直射日光、熱源、高湿度を避け、10°C ~ 25°C の温度で保管してください。紙ライナー上のシリコーン剥離コーティングは、紫外線にさらされると劣化して剥離性能が低下し、接着剤が基材にきれいに転写されずに紙に永久に接着してしまう可能性があります。ポリアミド接着剤は吸湿性があり、時間の経過とともに大気中の湿気を吸収するため、有効活性化温度が上昇し、接着中の接着剤の流れが減少する可能性があります。密封されたパッケージなしで湿気の多い環境 (相対湿度 65% 以上) で保管されたロールは湿気を吸収するため、完全な活性化を達成するにはデータシートに指定されているよりも高い接着温度が必要になる場合があります。
ロール紙は棚に水平に保管するか、管理されたラック システムに直立して保管してください。細いロール紙を、倒れたり押しつぶされたりする可能性のある不安定な山に端を立てて置かないでください。粉砕されたロールには平坦なスポットが発生し、熱プレスやラミネート機でロールを巻き戻すときに張力が不安定になり、送りの問題が発生します。ほとんどのメーカーは、推奨条件下で保管した場合の保存期間を製造日から 12 ~ 24 か月と指定しています。通常、PA および PES 接着剤はこの範囲の長い方で、EVA 接着剤は短い方です。
新しいロールまたは新しい製造バッチを本格的な製造ボンディングに投入する前に、サンプル見本を使用して簡単な入荷品質検証を実行します。接着ネットの 10 × 15 cm 片を紙で切り取り、確立されたプレス パラメーターで標準参照布地に接着し、冷却して、前のバッチの既知の良好な接着に対して手動 T 剥離テストを実行します。剥離力と破壊モード (接着が解ける前に生地が破れるか (生地の破損、強い接着を示す)、または接着がきれいに剥がれる (接着破壊、弱い接着を示す) かどうか) により、新しいバッチが仕様を満たしているかどうかに関する定性的なフィードバックが即座に得られます。剥離性能が基準と著しく異なる場合は、製造を開始する前に保管条件を調査し、ロールの製造日を確認し、サプライヤーに連絡してください。
正式な品質管理システムを備えたアプリケーション (ISO 9001 認定施設、医療機器の下請け業者、または自動車の Tier1 サプライヤー) の場合、受入品質管理テストでは、校正された天秤と既知のサンプル面積を使用してネットの面重量を検証し、定義された剥離角度と速度で剥離試験機を使用して紙の剥離力を確認する必要もあります。これら 2 つの測定にはサンプルごとに 5 分もかかりません。材料が生産ワークフローに入る前に、その材料がサプライヤーの仕様の範囲内にあることを確認します。




 浙公网安备 33048202000557号
浙公网安备 33048202000557号