ホットメルトボンディングソリューションプロバイダー
+86-573-85032008


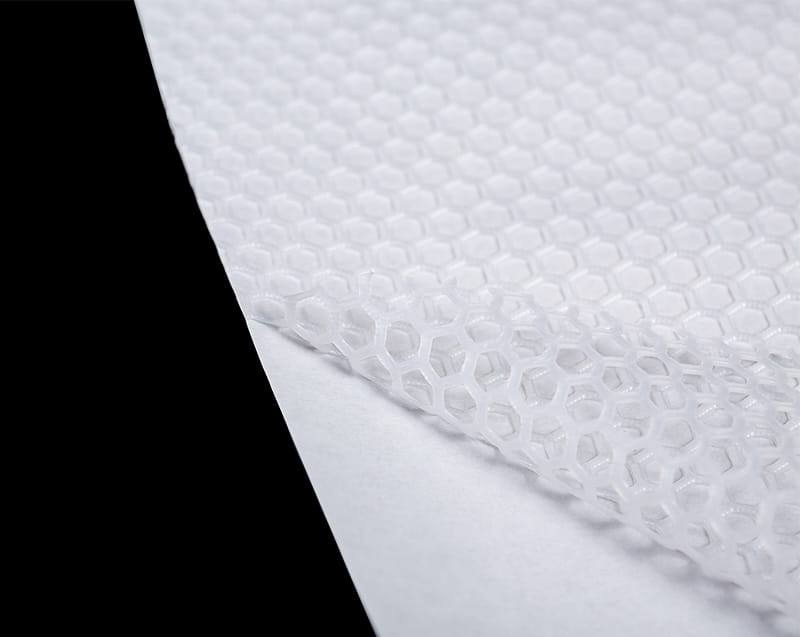
紙を使わないホットメルト接着剤ネット(ペーパーレスホットメルト接着剤メッシュ、自立型熱可塑性接着ウェブ、または自立型接着ネットとも呼ばれる)は、裏紙や剥離ライナーなしで製造および供給されるウェブまたはネット状の熱可塑性接着材料です。取り扱いや打ち抜きのためにシリコーンコーティングされた剥離紙にラミネートされる従来のホットメルト接着フィルムとは異なり、ペーパーレス接着ネットは自立型のオープンメッシュ構造であり、一緒に保持するためのキャリア基材を必要とせずに、直接取り扱い、輸送、切断、配置することができます。
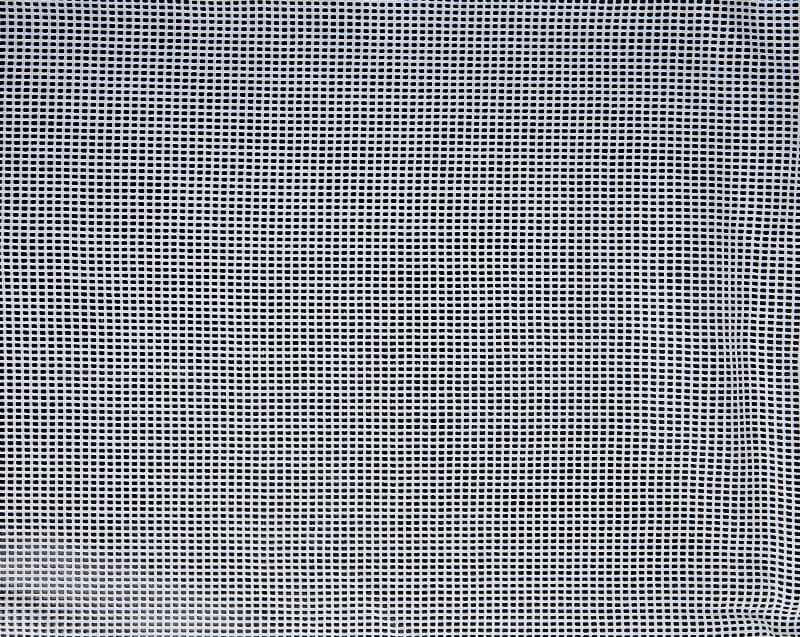
ネットまたはメッシュ構造は、熱可塑性接着剤 (通常はポリアミド (PA)、ポリウレタン (TPU)、ポリエステル (PES)、ポリオレフィン、またはエチレン酢酸ビニル (エヴァ)) を、溶融した接着剤を開いた織りの格子パターンで堆積させる回転ダイまたはスパンボンド プロセスを通じて押し出すことによって製造されます。接着剤が冷えると、所定の開口面積率(通常は 40 ~ 80% の開口スペース)を備えた寸法安定したメッシュに固まります。これにより、接着剤の接触点でのみ接着するのではなく、メッシュの開口部を通して上下の生地層が直接接着できるようになります。この開放構造は、固体接着フィルムと比べて接着ネットの重要な性能上の利点の 1 つです。
裏紙を使用しないことは、単なるコスト削減策ではなく、製品の使用方法を根本的に変えます。剥離紙がなければ、ライナーの廃棄物を管理する必要がなく、接着前の層間剥離ステップも不要で、ライナーの廃棄コストもかからず、紙の破片が接着アセンブリを汚染するリスクもありません。接着ネットが連続ロールツーロールラミネートプロセスで適用される大量の繊維および不織布の接着用途では、紙キャリアを排除することで機械の通しが簡素化され、ロール重量が軽減され、紙層を完全に排除することで接着製品の平方メートルあたりの材料消費量が削減されます。
ペーパーレスホットメルト接着剤ネットと従来の紙裏面接着フィルムとの比較は、購入者がどちらの製品を指定する前に理解する必要がある最も重要な違いです。どちらも熱と圧力によって活性化される熱可塑性接着材料ですが、その物理的形状、取り扱い要件、接着メカニズム、および最終用途の性能特性は、それぞれをさまざまな用途に適したものにする方法で異なります。
従来のホットメルト接着剤フィルムは、接着剤の連続した固体シートであり、接着領域のすべての点が接着剤で覆われています。活性化すると、界面表面全体に結合が形成されます。この完全被覆接着は、不浸透性ラミネート (防水膜接着、フィルム ラミネート) には望ましい場合がありますが、接着アセンブリを通過する空気、水蒸気、および液体の透過を完全にブロックします。対照的に、ホットメルト接着ネットは界面領域の 40 ~ 80% が開いたままになり、接着構造内の通気性、水蒸気透過性、音響透過性を維持できます。スポーツウェア、アウトドアアパレル、医療用衣類、通気性膜ラミネートなど、接着された生地が通気性と水分管理特性を保持する必要がある高機能繊維用途でネット接着剤が主流となるのはこのためです。
紙ベースの粘着フィルムでは、貼り合わせる前または貼り合わせ中に、剥離ライナーを接着剤から剥がす剥離ステップが必要です。これは、自動ラミネート機械では、ライナー巻き取りシステムを機械に統合する必要があることを意味し、機械的に複雑さが増し、回収して廃棄する必要があるライナー廃棄ロールが発生します。ペーパーレス粘着ネットは、布地層のようにラミネートニップに直接通され、ライナーを剥がす必要はありません。これにより、機械設計が簡素化され、セットアップ時間が短縮され、生産変数としてのライナーの取り扱いが不要になります。衣服の製造における袖口、襟、裾の接着など、手作業での適用の場合、ペーパーレス ネットは準備ステップなしで切断、位置決め、接着できるため、完全に自動化されていない生産ワークフローでの使用がより迅速になります。
紙ベースの接着フィルムには接着層とシリコン剥離紙の両方が含まれており、通常、それ自体の重さは 80 ~ 130 gsm で、多くの場合、フィルムに塗布されている接着コーティングよりも重くなります。購入者は両方の材料の代金を支払いますが、接着後の紙は廃棄します。ペーパーレス粘着ネットは、この材料の無駄を完全に排除します。購入した材料のすべてのグラムは、完成品として、または接着接合部の接着剤として使用されます。生産規模では、購入したロールの重量削減により、接着剤 1 キログラムあたりのロールの長さが長くなり、シフトごとのロール交換が減り、接着能力単位あたりの輸送コストが削減されます。
ホットメルト接着ネットのベース樹脂として使用される熱可塑性ポリマーは、その活性化温度、接着強度、接着後の柔軟性、耐洗濯性、化学的適合性、および最終用途の性能特性を決定します。用途に適したポリマー化学を選択することは、正しい正味重量と開口面積比を選択するのと同じくらい重要です。最初の使用中に美しく活性化して保持されますが、5 回の洗濯サイクル後に機能しなくなる接着は、ネットがどれほど効率的に適用されたかに関係なく、製品の故障となります。
| ポリマータイプ | アクティベーション温度 | 耐洗濯性 | 柔軟性 | 代表的な用途 |
|---|---|---|---|---|
| ポリアミド(PA) | 120~160℃ | 優れた (60 回の洗濯) | 中等度 | 作業服、パフォーマンスアパレル、芯地 |
| ポリウレタン(TPU) | 100~140℃ | 非常に良い (40 ~ 60 回の洗濯) | 高 | スポーツウェア、シューズ、ストレッチ素材、医療用 |
| ポリエステル(PES) | 130~170℃ | 良好 (30 ~ 50 回の洗濯) | 中等度–Low | テクニカルテキスタイル、自動車内装、濾過 |
| EVA | 80~120℃ | 中等度 (15–30 washes) | 高 | 低コストの接着、フォームラミネート、不織布 |
| ポリオレフィン(PO) | 90~130℃ | 中等度 (20–35 washes) | 高 | 衛生用品、包装材、使い捨て不織布 |
ポリアミド ネットは、繰り返しの洗濯に対する耐久性が求められる衣類や高機能繊維用途の主力製品です。 PA 接着剤は、ポリアミドおよびポリエステル繊維と強力な分子間結合を形成し、標準 ISO または AATCC テスト条件下で 50 ~ 100 回の洗濯サイクルを通じて完全性を維持する結合を生成します。接着された PA ネットの適度な柔軟性は、接着領域が生地とともに伸びるのではなく、伸びに抵抗する必要がある構造化された衣類の用途 (襟の芯地、ウエストバンドの接着、ポケットの端の接着) によく適合します。
TPU ネットは、衣類の動きを制限したり、屈曲時に縫い目のひび割れを引き起こしたりする硬い接着ゾーンを生成するのではなく、活性化後もポリウレタン結合が柔軟で弾力性を保ち、基材と伸縮して回復するため、ストレッチ衣類の接着や履物の用途での主要な選択肢となっています。スポーツシューズの構造では、TPU 粘着ネットが複雑な 3 次元の輪郭に沿ってアウターとアッパーを接着します。そのため、靴の寿命の間、すべてのステップで粘着層が繰り返し屈曲する必要があります。
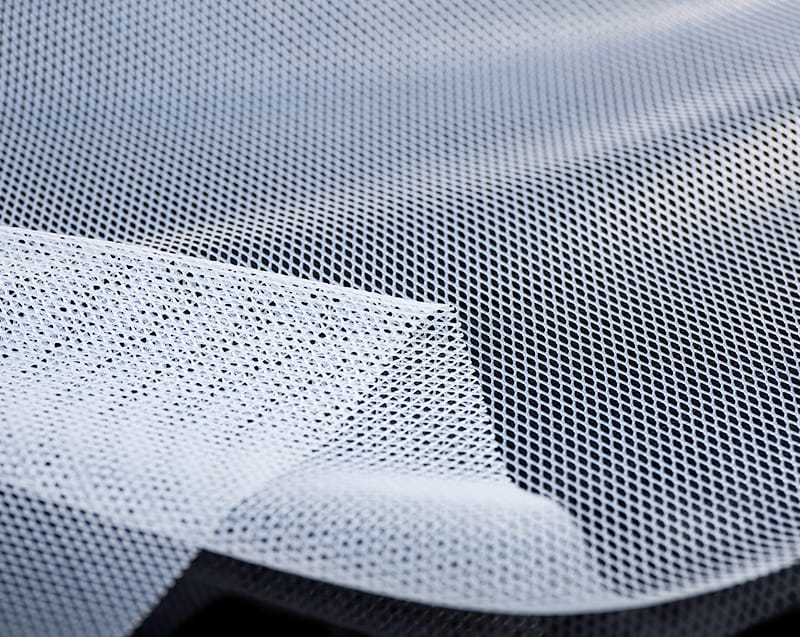
ホットメルト接着剤ネットは、2 つの主要な構造パラメーターによって指定されます。それは、面積重量 (1 平方メートルあたりのグラム数、gsm) と開口面積率 (接着剤フィラメントに対するオープンメッシュであるネットの表面積の割合) です。これら 2 つのパラメータによって、接着アセンブリの単位面積あたりに堆積される接着剤の量が決まります。これにより、接着強度、通気性の保持、接着された繊維に追加される剛性、完成品 1 メートルあたりの接着剤の消費コストが直接制御されます。
ペーパーレス粘着ネットの面積重量は通常、次の範囲です。 5gsm~80gsm ローエンドの超軽量で通気性のあるメンブレンのラミネートからハイエンドの工業用テキスタイルや複合材の強力な構造結合までの用途をカバーしています。ほとんどのアパレル用途は 10 ~ 30 gsm の範囲にあり、軽量の織物や編物に知覚的な硬さを加えることなく、縫い目や裾の接着に適切な接着強度を提供します。技術的な繊維および自動車用途では、追加の重量や剛性を最小限に抑えることよりも、機械的ストレス下での高い剥離強度や接着耐久性が優先される場合、40 ~ 80 gsm ネットを指定する場合があります。
生地の接着に関する一般的な経験則: 組み立てられた構造の手触りを支配しないバランスの取れた接着を実現するには、接着剤の正味重量は軽量生地の面積重量の 10 ~ 20% である必要があります。 100 gsm の織物アウターシェルを 50 gsm のニット裏地に接着すると、5 ~ 10 gsm の範囲の接着ネットが推奨されます。 300 gsm のテクニカル フリースを 200 gsm の PVC コーティング生地に接着すると、20 ~ 40 gsm になることがわかります。この範囲を大幅に超えると、接着されたアセンブリが硬くて板状になるように感じられます。それより大幅に逸脱すると、特に最終製品の湾曲または屈曲領域で中程度の応力がかかると接着が剥がれてしまいます。
開口率は生地の構造にも影響します。繊維のギャップが小さい密織りの生地は、機械的な噛み合いを形成するために接着剤のフィラメントが生地の糸の間に浸透する必要があるため、より高い開口面積のネット (60 ~ 80% の開口率) から恩恵を受けます。より多くの開口面積は、より大きなメッシュ開口部を意味し、接着剤が生地構造に深く浸透することを可能にします。本質的に開いた繊維構造を持つルーズなニットや不織布は、生地自体が接着中に接着剤の流れの経路を提供するため、より高密度のネット (開口面積 40 ~ 60%) で適切な浸透を実現します。
紙を使わないホットメルト接着ネット は、いくつかの主要な製造分野で最適な接着材料としての地位を確立しており、それぞれの製品特性 (通気性、柔軟性、洗濯耐久性、クリーンプロセス、生産効率) の特定の組み合わせを活用して、従来の接着剤や機械的締結では効果的に対処できない接着の課題を解決しています。
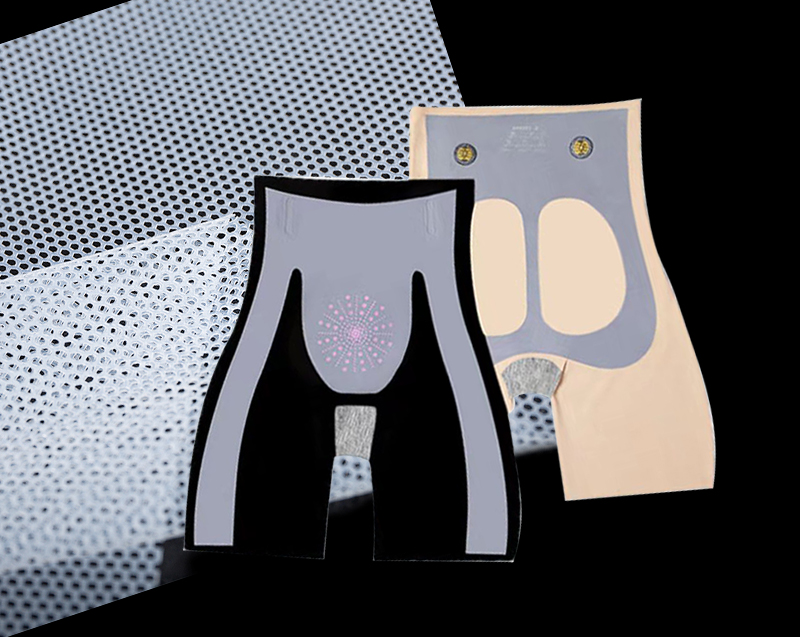
パフォーマンス スポーツウェアの縫い目なしおよび接着縫いの衣類は、TPU および PA 接着ネットを使用して、縫製せずにファブリック パネルを接着し、激しい運動中に縫い目の縫い目が肌に生じる隆起や圧力点を排除します。ランニング タイツ、サイクリング ジャージ、トライアスロン スーツ、コンプレッション ガーメント、ベースレイヤーは、粘着ネット接着が縫製に取って代わるか、縫製を補完する典型的な製品です。ネットの開いた領域は、生地の通気性と吸湿発散性の性能を維持します。同じ用途に固体接着フィルムを使用すると、すべての縫い目で熱と湿気を閉じ込める不浸透性ゾーンが作成され、高機能テクニカル生地を使用する目的全体が無効になります。
3 層の防水通気性ラミネート生地 - 高性能アウトドア シェル、レイン ジャケット、スキーウェアに使用される構造 - は、ドットまたはネット接着剤を使用して、外側の織った表面生地と内側のニットバッカーの間に通気性のある防水膜 (通常は ePTFE またはポリエステル微多孔質フィルム) を接着します。 8 ~ 20 gsm の範囲のペーパーレス粘着ネットは、60 ~ 75% という高い開口率を備えており、積層アセンブリ内で膜の水蒸気透過率 (MVTR) を維持できます。これが、ネット接着剤で接着された 3 層ラミネートが完成形で 15,000 ~ 30,000 g/m²/24hr の MVTR 値を達成できる理由です。この性能は、固体接着剤フィルムのラミネートでは完全に破壊されてしまいます。

医療用圧迫包帯、整形外科用サポーター、創傷被覆材コンポーネント、および使い捨て手術用ドレープでは、コンポーネントの接着に紙を使用しないホットメルト接着剤ネットが使用されています。これは、ペーパーレス形式により医療製品の紙繊維汚染のリスクが排除され、ネットの開放構造が皮膚に接触する医療機器に必要な通気性と液体管理特性を維持できるためです。医療用途で使用される PA および TPU ネットは、生体適合性要件 (通常は ISO 10993 シリーズのテスト) を満たしている必要があり、REACH 規制に基づくアレルゲン、可塑剤、および高懸念物質 (SVHC) が明らかに含まれていない必要があります。
自動車内装のドアパネルファブリック、ヘッドライナーラミネート、シートカバーアセンブリ、およびトランクライナー材料は、PESおよびPAホットメルト接着ネットを使用して、装飾ファブリック層をフォームバッキング、不織布基材、または構造バッキングパネルに接着します。自動車環境では、-40°C のコールドスタート条件から 90°C のダッシュボードのヒートソーク温度までの幅広い温度範囲にわたる接着耐久性と、可塑剤、洗浄溶剤、車内特有の UV 暴露に対する耐性が求められます。高い活性化温度と幅広い接着後の温度安定性を備えた PES ネットは、この要求の厳しい環境に最適であり、連続ラミネート加工との互換性により、カレンダー ラミネート ラインでの自動車テキスタイル ラミネートの高速生産が可能になります。
スポーツシューズのアッパー、つま先キャップ、かかと補強材、ライニングの取り付け部分には、TPU 接着ネットが広範囲に使用されています。これは、TPU 接着ネットが生み出す柔軟で耐久性のある接着が、運動活動中に靴の構造にかかる屈曲応力やねじり応力によっても損なわれないためです。ネットフォーマットにより、複雑な三次元形状を大量の自動組み立てで一貫して接着することができ、紙ライナーがないため、部品サイズが小さいためライナーの取り外しが面倒で、手作業での組み立て作業でエラーが発生しやすい履物工場でのマテリアルハンドリングが簡素化されます。
紙を使わないホットメルト接着剤ネットは、熱と圧力の組み合わせによって活性化されます。これは従来のホットメルト接着剤フィルムと同じ接着原理ですが、プロセスパラメータは紙の裏地が付いた製品に対する購入者の既存の経験とは異なる場合があります。間違った温度、圧力、滞留時間、または冷却条件を使用すると、接合が早期に破損することがあり、各パラメーターがなぜ重要なのかを理解することで、効果的なプロセス設定とトラブルシューティングが可能になります。
工業用フラットベッドヒートプレスは、衣類生産におけるバッチ接着作業の標準装備であり、プレスサイクルごとに 30×40cm ~ 60×80cm の領域にわたって接着を生成します。プレス プラテンは、プラテン領域全体で均一に接着剤の活性化温度に達する必要があります。プラテン全体で ±5°C を超える温度変動があると、接着品質が不安定になり、過剰接着ゾーンに隣接する不完全な活性化領域が生じます。連続カレンダー ラミネート ラインは、制御された速度で加熱ローラー間の生地サンドイッチを通過させ、ロールツーロール生地ラミネートの非常に高い生産率を実現します。カレンダープロセスでは、ウェブ幅全体および生産工程全体にわたって一貫した接着品質を維持するために、ローラー温度、ニップ圧力、およびライン速度を正確に制御する必要があります。
粘着ネットには紙キャリアがないため、保管中の持続的な圧力によりオープンメッシュ構造が変形したり、ロール層が一緒に固まったりしないように、ロールを注意深く取り扱う必要があります。ロールは端を直立させて保管するか、芯を通してシャフトに吊り下げて保管してください。ロールを平らに置いて重りを上に積み重ねないでください。これにより、メッシュ構造が圧縮され、暖かい保管環境では室温で隣接する層が結合する可能性があります。 PA および PES 接着剤の活性化挙動に影響を与える可能性のある吸湿を防ぐため、保管温度は 30°C 未満に維持し、湿度が 70% RH を超えることを避けてください。接着品質を損なう接着面の結露を防ぐため、涼しい場所に保管したロールは使用前に製造室温に平衡化する必要があります。
製造前に接着品質を検証し、製造工程を通じてそれを監視することで、数千メートルの完成品が製造され、顧客に出荷される可能性がある後に接着不良が発見されるというコストのかかるシナリオを回避できます。繊維用途におけるホットメルト接着剤ネットボンドの標準試験方法は、ISO および AATCC 規格によって明確に定義されており、ほとんどの生地接着作業では、生産品質プログラムの一環として、少なくとも剥離強度試験と洗濯耐久性試験を実施する必要があります。




 浙公网安备 33048202000557号
浙公网安备 33048202000557号