ホットメルトボンディングソリューションプロバイダー
+86-573-85032008


結合効果に影響を与える要因は、 熱い可融性フィルムをキャスティングする 主に、選択と操作などの 2 つの主要なリンクが含まれます。より一般的な接着の問題は、脱ガム、接着の弱さ、接着後の気泡です。脱ガムと弱い結合は、選択の面で問題になる可能性があります。接着後の気泡は主に作業上のトラブルにより発生します。

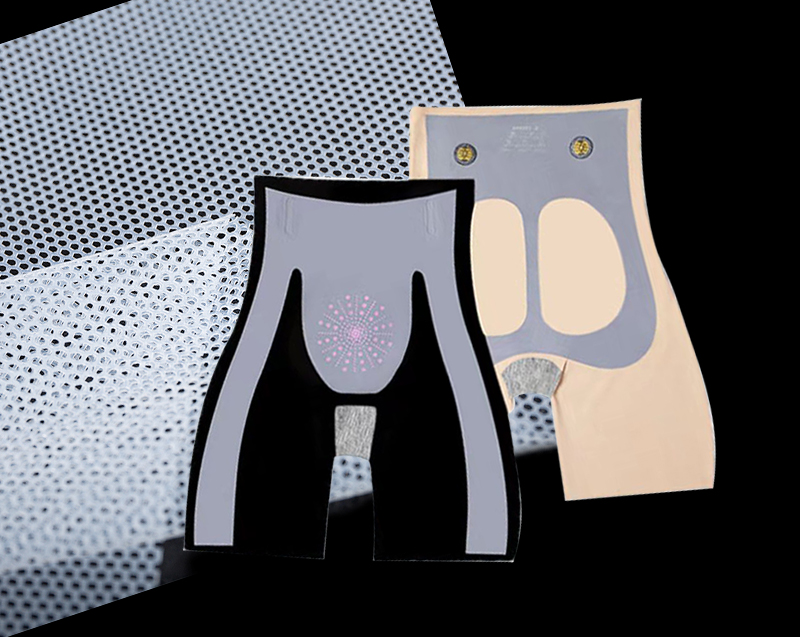
ホットメルト接着フィルム接着でも、ホットメルトメッシュ接着材でも、エア抜きができないことがフクレの主な原因です。この状況は、フィルムなどの非通気性の製品素材を使用する場合によく見られます。フィルムなどの製品素材は非通気性であるため、不織布のように接着時に表面から滞留した空気を排出することができません。
そのため、ラミネート加工時に全面を直接プレスすると、中央の空気により滞留が発生しやすく、ラミネート後に膨れが非常に発生しやすくなります。このような空気の滞留による発泡に対しては、ローラー式複合機やアイロンを使用し、片面からゆっくりと加熱しながらプレスすることで解決します。これにより、中心部の空気が周囲から継続的に排出され、接着後の空気溜まりや泡立ちが発生しません。
接合後の膨れの原因は、排出しきれなかったエアの滞留によるものだけでなく、二次加熱による膨れも考えられます。この状況は、二次複合プロセスを必要とする材料や産業では一般的です。通常、接着時に発泡することはありませんが、2回目の加熱でホットメルトフィルムを再溶融させるため、一定の圧力を与えないと発泡してしまいます。




 浙公网安备 33048202000557号
浙公网安备 33048202000557号